





ZYKM 4
Техническое описание
● Данная линия
выполнена в соответствии с европейскими концепциями, объединяет в себе надежную
работу и безопасность, прошла сертификацию CE;
● Оснащена улучшенной системой установки
печатной формы, технология которой позволяет замену клише без остановки работы
линии, что значительно повышает эффективность производства;
● Компьютеризированная
система управления линией: после ввода с сенсорного экрана порядка операций
изготовления гофрокороба осевые и окружные параметры подачи заготовки будут
настроены автоматически, обеспечивая точность и надежность работы станка без
непосредственного вмешательства персонала, что способствует внедрению полной
автоматизации и повышению эффективности производства;
● В
компьютеризированной системе управления имеется память заказов на 9999, что
обеспечивает простую и быструю настройку, а также простоту эксплуатации;
●
Возможность перехода с заказа на заказ без остановки машины
● Блок 50-133LPI верхней/нижней точечной
печати не только обеспечивает высокую точность, четкость, качество точечной
печати, но также может быть использован как для печати на желтом картоне, так и
на обычном белом картоне, что обеспечивает станку многозадачность, снижая
затраты.
● Максимальная скорость может достигать до 300 заготовок/мин.
(только для модели 900х2000)
● Мощность разряжения вакуумных камер для
проводки листа может быть отрегулирована с помощью частотного преобразования,
обеспечивая соответствие требованиям к печати на различных заготовках,
минимальная длина подаваемой заготовки – 350 мм,
что гарантирует точность печати на уровне ±0,3 мм.
При длине заготовки 400 мм и более
может быть достигнута точность печати на уровне ±0,25 мм.
● Установлены подшипники японского
производства;
● Импортированная из Тайвани вакуумная система
проводки, включает в себя планетарную зубчатую передачу типа Martin, и
соответствующий механизм снижения ошибок, которые гарантируют точность при
последовательной печати в диапазоне ±0,25 мм и точность работы вакуумной
системы линии в течении 8-10 лет;
● Основные электронные компоненты системы
управления комплектуются известными производителями: Schneider (Франция), Omron
(Япония), DELTA (Тайвань), PANASONIC (Японии).
● Оборудование оснащено 10-дюймовым цветным
сенсорным экраном высокой четкости производства компании Schneider (Франция),
обеспечивающим четкость изображения и простоту эксплуатации;
● Для быстрого устранения сбоев
оборудования, повышения эффективности сервисного обслуживания и снижения
стоимости обслуживания добавлена возможность удаленного доступа; (Данная
функция может быть предоставлена отдельно по заказу заказчика, для пользования
функцией необходимо подключение к Интернету);
● Пневматическая система
позиционирования печатной формы электромагнитного типа обеспечивает точность
зацепления элементов зубчатой передачи без остановки линии;
● Предусмотрена
электрическая и цифровая настройка вакуумной подачи, подъема вакуумной камеры с
максимальным значением 10 мм; настройка с помощью датчика положения,
ограничение фиксируется фотоэлементом; японские высококачественные подшипники и
система смазки, точность положения вакуумной камеры регулируется прямыми
направляющими; трехсекционная вакуумная установка обеспечивает высокую точность
проводки печатной формы при длине печати от 350 мм; поток воздуха из
вентилятора настраивается с регулировкой частоты, что позволяет удовлетворить
требованиям по притягиванию различных заготовок; общая мощность вентилятора
составляет 3,7x3=11,1 (кВт).
● Расстояние между двумя
расположенными последовательно печатными секциями составляет 1485 мм (модель 900X2000)[если
это машина 1200 серии, дистанция 1210мм), что в 2,4 раза больше,
чем для подвижных узлов линии, такое увеличенное расстояние повысит
эффективность высыхания краски, что способствует повышению скорости и
эффективности производства.
● Для осевого перемещения печатного цилиндра
предусмотрена электрическая и цифровая настройка в диапазоне ±10 мм;
настройка выполняется с помощью датчика положения ограничение фиксируется
фотоэлементом.
● Весь станок сконструирован с
использованием качественных материалов и компонентов, все передающие ролики
выполнены из качественной стали, прошли испытания под
динамическими/статическими нагрузками, отполированы после хромирования.
● Печать на заготовках выполняется с помощью
тайванских керамических анилоксовых валов, оснащенных закрытой ракельной камерой,
для набора и удаления краски, что облегчает адаптацию к печати на различных
заготовках.



1. Вакуумно-роликовая подача
1) Вакуумно-роликовая подача обеспечивает точную подачу, снижение вибрации, длительный срок службы и простоту обслуживания;
2) Вакуумный прижим заготовки обеспечивает максимальный прижим заготовки при работе с коробленым гофрокартона.
3. Точность подачи обеспечивается для заготовок толщиной от 1,5 до 10 мм.
4. Станок оснащен механизмом боковой подбивки листа.
5. Левые/правые и задний/передний ограничители настраиваются с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления, а также выравнивания взаимно перпендикулярных сторон для обеспечения точности подачи.
6. Основной частотный преобразователь производства – Delta (Тайвань).
2. Подающий вал
1) Установлена двойная система подающих валов для более стабильной подачи;
2) Верхний подающий вал имеет стальную сердцевину, поверхность покрыта амортизирующим слоем износостойкой резиной. Система позиционирования из упругого материала обеспечивает равномерную и точную передачу для повышения точности приводки печатной формы. Нижний передаточный вал представляет собой стальной вал с накаткой, способный повысить трение и обеспечить точную подачу, что способствует повышению точности приводки печатной формы;
3) Зазор между тянущими валами настраивается с сенсорного экрана.
3. Автоматическая установка на ноль
1) Секция подачи и секция флексографической печати имеют устройства автоматической установки на ноль;
2) Использование устройства автоматической установки на ноль обеспечивает возможность унифицированной настройки всех узлов для регулирования правильного положения заготовки при минимальных отходах заготовок.
4. Узлы включения или выключения двигателя
1) Так как это машина стационарного типа, то разведение и сведение секция возможна для проведения сервисных работ. Движение секций осуществляется при помощи электродвигателя, при сопровождении звукового сигнала тревоги, что обеспечивает безопасность оператора;
2) При нажатии кнопки останова, каждая секция может быть остановлена, при этом каждый узел может быть вновь запущен при раскрытии на достаточную величину;
3) После пуска линии тормоз каждого из секции действует автоматически, обеспечивая зацепление передаточных механизмов узлов в необходимой точке, обеспечивая таким образом позиционирование на стадии печати;
4) Главный двигатель линии защищен от случайного пуска, станок не может быть запущен, если главный двигатель не находится в зацеплении; если основной двигатель находится в работающем состоянии, нажатие кнопки пуска узла невозможно.
5. Системы удаления пыли
1) Для повышения качества печати пыль с поверхности заготовки удаляется щеткой для очистки;
2) Частички пыли с заготовки втягиваются верхним всасывающим вентилятором, что обеспечивает дополнительную очистку поверхности.


Секция печати с закрытой камер-ракельной системой
1) Оснащена улучшенной системой установки печатной формы, технология которой позволяет замену клише без остановки работы линии, что значительно повышает эффективность производства;
2) Предусмотрена электрическая и цифровая настройка вакуумной подачи, подъема вакуумной камеры с максимальным значением 10 мм; настройка с помощью датчика положения, ограничение фиксируется фотоэлементом; японские высококачественные подшипники и система смазки, точность положения вакуумной камеры регулируется прямыми направляющими; трехсекционная вакуумная установка обеспечивает высокую точность проводки печатной формы при длине печати от 350 мм; поток воздуха из вентилятора настраивается с регулировкой частоты, что позволяет удовлетворить требованиям по притягиванию различных заготовок; общая мощность вентилятора составляет 3,7x3=11,1 (кВт), для модели 900х2000 общая мощность вентиляторов: 2,2х3=6,6 кВт
3) Управление печатным цилиндром и системой удаления краски керамического вала установлены на боковой панели линии. Если необходима замена краски на печатной секции, то она может быть произведена без остановки линии;
4) Расстояние между двумя расположенными последовательно печатными секциями составляет 1485 мм (только для модели 900х2000, для моделей 1200 ширина 1210 мм), что в 2,4 раза больше, чем для подвижных узлов линии, такое увеличенное расстояние повысит эффективность высыхания краски, что способствует повышению скорости и эффективности производства.
5) Импортированная из Тайвани вакуумная система проводки, включает в себя планетарную зубчатую передачу типа Martin, и соответствующий механизм снижения ошибок, которые гарантируют точность при последовательной печати в диапазоне ±0,25 мм и точность работы вакуумной системы линии в течении 8-10 лет;
6) Для осевого перемещения печатного цилиндра предусмотрена электрическая и цифровая настройка в диапазоне ±10 мм; настройка выполняется с помощью датчика положения ограничение фиксируется фотоэлементом.
7) Для печати на заготовках различных видов гофрокартона на печатной секции установлен тайванский керамический вал, оснащенный камер-ракельной системой с двумя лезвиями для снятия краски или резиновым дукторным валом. Предоставляется возможность настройки зазора между лезвиями для снятия краски и керамическим валом, кроме того добавлена возможность микронастройки и быстрой смены лезвий.
8) Пневматическая система позиционирования печатной формы электромагнитного типа обеспечивает точность зацепления элементов зубчатой передачи без остановки линии;
9) Печатная секция оснащена тайванским керамическим анилоксовым валом и двойной закрытой камер-ракельной системой лезвий для снятия краски. Благодаря качественной ракельной камере и металлическим лезвиям, предоставляется возможность настройки зазора между лезвиями для снятия краски и керамическим валом, кроме того добавлена возможность микронастройки для быстрой настройки и быстрой смены лезвий. Мембранный насос двустороннего действия работает на подачу краски, и на забор краски из камер-ракельной системы обратно в емкость. Благодаря установке качественного обратного клапана, достигнута экономия краски и воды и обеспечена простота промывки.
10) Настройка зазора керамического вала может быть выполнена на сенсорном экране, где представлено множество параметров настройки и обеспечена возможность цифрового управления.


1) ИК нагревательная система обеспечивает быстрый и стабильный рост температуры, тепловая мощность составляет 45 кВт;
2) Обеспечен постоянный контроль температуры, для сохранения тепловой мощности каждая секция нагревается отдельно;
3) Предупреждение об отклонении температуры от нормального диапазона, в случае превышения определенного предела, звучит звуковой сигнал, обеспечивая безопасность и надежность оборудования;
4) Пневматическая система клапанов и специальный быстросменный соединитель FIR обеспечивают простоту обслуживания.



1. Автоматическая система управления производством: после ввода с помощью сенсорного экрана порядка операций изготовления коробки, осевые и окружные параметры подачи, принтер, просекальная машина и высекальная машина будут настроены автоматически, что обеспечивает точность и надежность без непосредственного вмешательства персонала для обеспечения полной автоматизации и повышения эффективности производства.
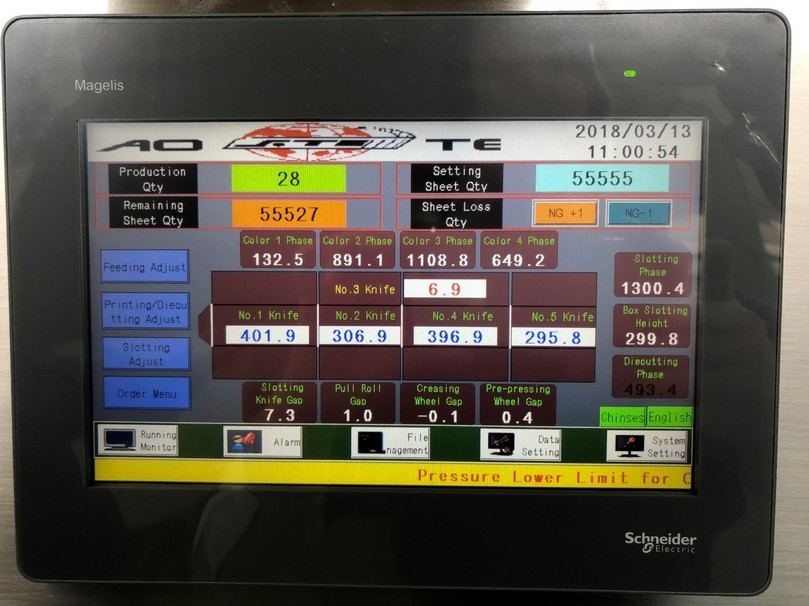
2. Оборудование оснащено 10-дюймовым цветным сенсорным экраном высокой четкости производства компании Schneider (Франция), обеспечивающим четкость изображения и простоту эксплуатации;
3. Настройка зазора для каждого ножа выполняется с помощью сенсорного экрана, обеспечивающего электрическую настройку и цифровое управление.
Настройка высоты коробки: настройка осуществляется с помощью пяти работающих синхронно ножей, управляемых электрически. Оригинальное цифровое измерительное устройство производства Кореи использовано для обеспечения возможности за один шаг скорректировать текущее значение параметра до необходимой величины, также отображаются контрольные значения и показания цифрового устройства, что обеспечивает еще более быструю и простую настройку;
4. Быстрая и простая настройка рилевки и предрилевки;
5. Настройка стадии высекания пазов
1) Для обеспечения равномерного перемещения просечных муфт на валу профрезерованы специальные каналы, поверхность хромирована, материал прошел испытания под динамическими/статическими нагрузками;
2) На плитах перемещения просечных муфт установлены концевые выключатели для невозможности столкновения плит друг с другом.
6. Настройка осевого перемещения
1) Полностью компьютеризированная система управления: после ввода с сенсорного экрана порядка операций изготовления гофрокороба, высота коробки и ее периметр будут заданы автоматически, что обеспечивает точность и надежность без непосредственного вмешательства персонала.
2) Ширина ножа для высекания просечки составляет 7 мм, он оснащен лезвием с зубцами, выполненным из термообработанной легированной стали, что обеспечивает ему высокую твердость и прочность. Термическая обработка легированной стали обеспечивает возможность шлифования и переточки, обеспечивая остроту инструмента и точность его работы;
(Нож толщиной 10 мм может быть предоставлен в соответствии с требованием Заказчика, что обеспечит возможность работы на разных типах гофрокартона)
3) Особый угол резания обеспечивает простоту разрезания трех-, пяти-, семислойного гофрированного картона без перенастройки и посредством простых операций;
4) Система аварийной сигнализации указывает на неправильную работу линии.
7. Предварительное рилевание
1) Верхние и нижние оси колес предварительной биговки выполнены из качественной стали, прошли испытания под динамическими/статическими нагрузками, поверхность отфрезерована с высокой точностью и хромирована;
2) Точность подачи и защиту заготовок обеспечивают 5 групп предрилевочных муфт;
3) Настройка зазоров выполняется с помощью сенсорного экрана, обеспечивающего электрическую настройку и цифровое управление.
8. Рилевание
1) Настройка зазоров под толщина гофрокартона осуществляется с помощью моторредуктора, управляется с сенсорного экрана
2) Верхние и нижние оси колес биговки выполнены из качественной стали, прошли испытания под динамическими/статическими нагрузками, поверхность отфрезерована с высокой точностью и хромирована;
3) На верхние колеса биговки нанесено полиуретановое покрытие для защиты заготовок;
4) Для обеспечения слаженности между просечкой и рилевкой валы вращаются синхронно;
5) Регулировка просечки и высота гофрокороба управляются частотным преобразователем в двух диапазонах скоростей.
9. Протягивающие валы
1) Верхние и нижние протягивающие валы выполнены из качественной стали, прошли испытания под динамическими/статическими нагрузками, поверхность отфрезерована с высокой точностью и хромирована;
2) Для обеспечения стабильного и равномерного перемещения заготовки предусмотрено 4 пары протягивающих валов, поверхность отфрезерована с высокой точностью и хромирована;
3) Зазоры протягивающих валов могут быть настроены с помощью сенсорного экрана, обеспечивающего электрическую настройку и цифровое управление.


1. Панель управления ротационной секции
1) Настройку фазировки и осевое перемещение высекального цилиндра можно выполнить с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления;
3) Все зазоры валов могут быть настроены с сенсорного экрана;
4) Управление секцией осуществляется с помощью частотного преобразования с контролем в двух диапазонах скоростей;
5) Секции печати и ротационной высечки управляются в автоматическом режиме, и даже они могут быть настроены во время работы станка.
2. Штампонесущий цилиндр (нижний цилиндр)
1) Штампонесущий цилиндр выполнен из качественной стали, прошел высокоточную механическую обработку, испытания под динамическими и статическими нагрузками, что обеспечивает безотказную работу и точность высекания;
2) Расстояние между отверстиями под болты для крепления цилиндра: в осевом направлении: 100 мм; в радиальном направлении: 20 делений шкалы;
3) Параметры штампонесущего цилиндра задаются с помощью сенсорного экрана и контролируются частотным преобразователем в двух диапазонах скоростей, а также планетарной зубчатой передачей в диапазоне 360 градусов (либо во время работы, либо при останове);
4) Смещение (в пределах 10 мм) цилиндра влево и вправо задается с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления.
3. Полиуретановый вал
1) Полиуретановый вал выполнен из стали высокого качества, прошел высокоточную механическую обработку, испытания под динамическими/статическими нагрузками, на поверхность нанесено полиуретановое покрытие, производство США, имеет осевое перемещение ±30 мм
2) Полиуретановый вал оснащен самозаписывающим устройством и дифференциальным компенсатором для контроля скорости вращения опорного цилиндра, диапазон компенсации составляет ±3 мм;
3) Полиуретановый вал оснащен системой балансировки, обеспечивающей равномерность и гладкость покрытия для продления его срока службы и снижения расходов;
4. Дифференциальный компенсатор
Для автоматической компенсации изменения линейной скорости вследствие использования балансированного покрытия полиуретанового вала предусмотрена функция автоматической дифференциальной компенсации, что гарантирует точность высекания. Если вследствие балансировки диаметр полиуретанового вала уменьшается, его линейная скорость также уменьшается, в случае, если на конце полиуретанового вала установлено дифференциальное устройство, оно способно поддерживать линейную скорость на одном уровне с штампонесущем цилиндром, таким образом обеспечивая одинаковый размер обработанных заготовок в каждой партии. При этом даже при двойной балансировке требование по качеству высекания удовлетворяется. Описанная компенсация обеспечивается системой управления двигателем.
Секция удаления обрези (Стриппинг)
1. Секция удаления обрези
Широкая лента устройства для продольного съема листов управляется специальным двигателем и предназначена для автоматического перемещения элементов, высеченной секцией ротационной секцией, из узла, что обеспечивает возможность необходимой обработки.
Автоматический листоукладчик

1. Доступны автоматический и ручной режимы управления;
Натяжение конвейерных лент устройства сбора листов может быть настроено независимо и в неограниченном диапазоне длин, что обеспечивает простоту, гибкость и высокую скорость работы.
2. Подъем стола накопительного устройства
1) Управляется жесткой цепью, что обеспечивает плавный подъем и поперечное перемещение;
2) Высота стопки – 1600 мм;
3) Двигатель, управляющий подъемом стола накопительного устройства, оснащен тормозом, поддерживающим устройство в заданном положении, не допуская соскальзывания.
3. Перегородка накопительного устройства
1) Пластина накопительного устройства выполнена с пневматическим управлением, а высота стопки регулируется фотоэлементом;
2) Заднюю перегородку можно регулировать вручную в соответствии с длиной заготовок;
3) Лента с шершавой поверхностью демонстрирует хорошее сцепление, предотвращая от проскальзывания.
Прочие компоненты
1. Основной двигатель
Основной двигатель оснащен частотным преобразователем на 37-45 кВт (в зависимости от комплектации)
2. Подшипники
Использованы подшипники японского производства;
3.Электрические компоненты
1) Для каждого узла предусмотрен независимый режим управления, что гарантирует безопасность и надежность оборудования;
2) Пускатели и воздушные выключатели изготовлены компанией Schneider;
3) Частотные преобразователи вентилятора изготовлены компанией Schneider, а частотные преобразователи основных двигателей – компанией Inovance;
4) ПЛК приобретен в компании Fatek (Тайвань), а сенсорный экран – в компании Schneider
5) Датчик положения изготовлен в Тайване.
4. Основные элементы зубчатой передачи
1) Выполнены с высокой точностью из качественной легированной стали с применением операций цементации, упрочнения, шлифовки поверхности и пр. (твердость поверхности 60-62 единиц по шкале HRC), что обеспечивает этим элементам, работающим в интенсивных условиях, высокую износостойкость и плавность хода в работе;
2) Смазка обеспечивается закрытой системой распыления масла, что гарантирует точную передачу и продолжительный срок службы.
5. Бесшпоночное соединительное кольцо
Ось и передаточный механизм без зазора соединены с помощью цангового зажима с приложением значительного крутящего момента, что обеспечивает простоту установки и обслуживания, а также точность перемещения, и гарантирует точность приводки печатной формы.
6. Толщина станины
Толщина станин составляет 60 мм.
7. Центральная система для сбора пыли
Вдоль всей системы выхода вакуумных камер предусмотрен вспомогательный втягивающий канал для сбора пыли и труба для ее отвода, также установлен резервуар для сбора пыли.
Автоматический фальцевально-склеивающий узел
Станок в целом может управляться компьютером посредством ввода одной кнопкой, при этом все узлы будут настраиваться автоматически в соответствии с размером коробок по нажатию одной кнопки после ввода последовательности операций, без необходимости в ручных настройках. Память большого объема может хранить 9999 последовательностей операций для коробок разного размера, обеспечивая быструю смену порядка и простоту эксплуатации, что делает станок пригодным не только для массового производства, но и для мелких партий различных наименований картонных коробок.
1. Фальцевальный узел


● Заготовки перемещаются с помощью верхних/нижних конвейерных лент передней конвейерной ленты фальцевального узла. Зазор механизма протягивания может настраиваться электрически, зазоры верхних/нижних ремней могут настраиваться автоматически;
● Прижимное колесо секции протягивания заготовок, входит в состав фальцевального узла, допускает независимую настройку зазора между каждым прижимным роликом и нижней направляющей;
● Корпус фальцовки состоит из левых/правых верхних/нижних направляющих, обеспечивающие высокую жесткость конструкции и значительную стабильность работы линии;
● Для обеспечения точности фальцовки, установлено устройство, выполняющее продавливание боковой линии, кроме того на обоих направляющих установлены боковые колеса биговки, что гарантирует абсолютную точность второй и четвертой биговки;
● Лента с вакуумным присосом, предусмотренная в задней части конвейера фальцевального узла перемещает заготовки в направлении вперед, предотвращая их проскальзывание и разное сложение;
● Для повышения качества фальцовки с обоих сторон фальцевального узла установлена боковая фальцовка;
● Поперечное смещение фальцующих направляющих настраивается электрически или автоматически в соответствии с заданным размеров.
2. Система клеенанесения ERO (Италия)

● Система подачи клея оборудована форсункой, разработанным компанией ERO, Италия, что гарантирует возможность послепродажного обслуживания как на производственном участке, так и вне его;
● Новейшая система нанесения клея, разработанная компанией ERO, Италия, выполняет автоматическое отслеживание и точное бесконтактное нанесение клея без ввода каких-либо настроек;
● Данная система нанесения клея является экологически безопасной, система предотвращения утечек клея, безопасна в использовании, проста в обслуживании.
3. Силовая часть
● Главный двигатель фальцевально-склеивающей линии синхронизирован с главным двигателем автоматической линией для производства гофрокоробов;
● Приводная часть оснащена зубчатыми ремнями, которые обеспечивают простоту конструкции, низкий уровень шума и незначительную вибрацию;
● Подвижные компоненты спроектированы с использованием червячного винта и прямых направляющих.
4. Счетчик эжектор (Top-loading)

● Установлены высокоточные счетчики на фотоэлементах;
● Точность подсчета при укладке листов в пачку обеспечивается тремя группами сервоприводов;
● Высокоскоростная распределительная планка управляется сервоприводом, что обеспечивает укладку необходимого количества листов;
● С помощью вспомогательного пневматического захвата заготовок обеспечивается ровная и аккуратная укладка листов в пачку;
● Пневматический узел укладки листов в пачку обеспечивает аккуратный вид снятых заготовок;
● Вакуумный нагнетатель повышенной мощности предотвращает деформацию заготовок после их выхода из фальцевального узла для обеспечения аккуратной укладки в пачку. Предусмотрена независимая регулировка направления потока воздуха;
● Возможна автоматическая и ручная регулировка заднего упора в направлении вперед или назад в соответствии с параметрами заготовки;
● Для гашения ударов и предотвращения повреждения заготовок, выскакивающих из фальцевального узла, и на заднем упоре установлена смягчающая пластина;
● Верхняя/нижняя конвейерная лента синхронно передают уложенные в пачку заготовки;
● Положение верхней конвейерной ленты по вертикали регулируется автоматически или вручную с помощью подъемника, а высота пачки может быть изменена в соответствии с количеством листов;
● Счетчик эжектор может быть полностью сдвинут влево/вправо для обеспечения падения заготовок в центральную часть линии.
АВТОМАТИЧЕСКАЯ КОМПЬЮТЕРИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ГОФРОКОРОБОВ, МОДЕЛЬ ZYKM IV

АВТОМАТИЧЕСКАЯ КОМПЬЮТЕРИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ГОФРОКОРОБОВ, МОДЕЛЬ ZYKM IV